Adventskalender-Gewinnspiel Türchen 10: Nintendo-Gaming-Set zu gewinnen
Mit dem nigelnagelneuen Nintendo Switch (OLED-Modell) erleben alle Videospiele dank 7-Zoll-OLED-Bildschirm und schmalerer Einfassung in ganz neuem Glanz – wortwörtlich. Die intensiven Farben des Bildschirms und sein hoher Kontrast liefern ein beeindruckendes Spielerlebnis im Handheld- und Tisch-Modus – egal, ob Sie mit atemberaubender Geschwindigkeit Rennen fahren oder Gegner in die Flucht schlagen.
Doch auch beim Sport kommt dies gelegen. Ring-Con bereit, Beingurt angelegt und auf in ein Abenteuer voller Sport! Im Fitness-Videospiel Ring Fit Adventure reisen Sie in eine Fantasywelt, um mit echten Übungen einem Bodybuilder-Drachen das Handwerk zu legen. Laufen Sie auf der Stelle, um über weite Wiesen zu sprinten, greifen Sie Gegner mit Überkopfpressen an und füllen Sie Ihre Energie mit Yoga-Posen auf.
Für Entspannung ist ebenfalls gesorgt: In Animal Crossing: New Horizons für Nintendo Switch beginnen Spieler:innen ein relaxtes Leben auf einer einsamen Insel voller niedlicher Tierbewohner:innen, die sie nach Lust und Laune gestalten können. Sie sammeln Materialien und bauen daraus Häuser, Möbel und Werkzeuge. Die Landschaften im Spiel können nach ihren eigenen Vorstellungen umgestaltet werden.
Zum Snapdragon Tech Summit 2021 hat Qualcomm mit dem Snapdragon 8 Gen 1 unter gänzlich neuem Namen die neue Premium-Plattform für Flaggschiff-Smartphones 2022 vorgestellt. Dabei setzt Qualcomm auf die neuen Cortex-Kerne der ARMv9-Architektur, eine schnellere GPU, einen aufgebohrten Bildprozessor und nochmals schnelleres 5G.
Dass neue Snapdragon-Prozessoren künftig ein anderes Namensschema aufweisen werden, hatte Qualcomm bereits im Vorfeld der alljährlichen Hausmesse angekündigt. Künftig rückt die Serie anhand ihrer Nummerierung stärker in den Fokus und eine fortlaufende Unterteilung in Generationen soll verdeutlichen, wie aktuell die jeweilige Plattform ist. Außerdem spielen Farben bei der Identifizierung der Serien eine wichtige Rolle, etwa Gold am Beispiel der Premium-Plattformen, die bislang unter der Bezeichnung „Snapdragon 8xx“ liefen. Statt der dreistelligen Nummerierung heißt das neue Flaggschiff-SoC jetzt Snapdragon 8 Gen 1. Ob das neue Namensschema tatsächlich für mehr Klarheit sorgt, dürfen die Leser gerne im Forum bewerten.
Heute gibt es zunächst eine grobe Übersicht zur Ausstattung des Snapdragon 8 Gen 1, im Laufe des Snapdragon Tech Summit 2021 sind aber auch noch Deep Dives und eine Benchmarking-Session geplant. Außerdem wird es weitere Ankündigungen anderer Sparten von Qualcomm geben, die bislang aber noch mit einer Sperrfrist versehen sind.
Weniger Nummern machen's nicht einfacher
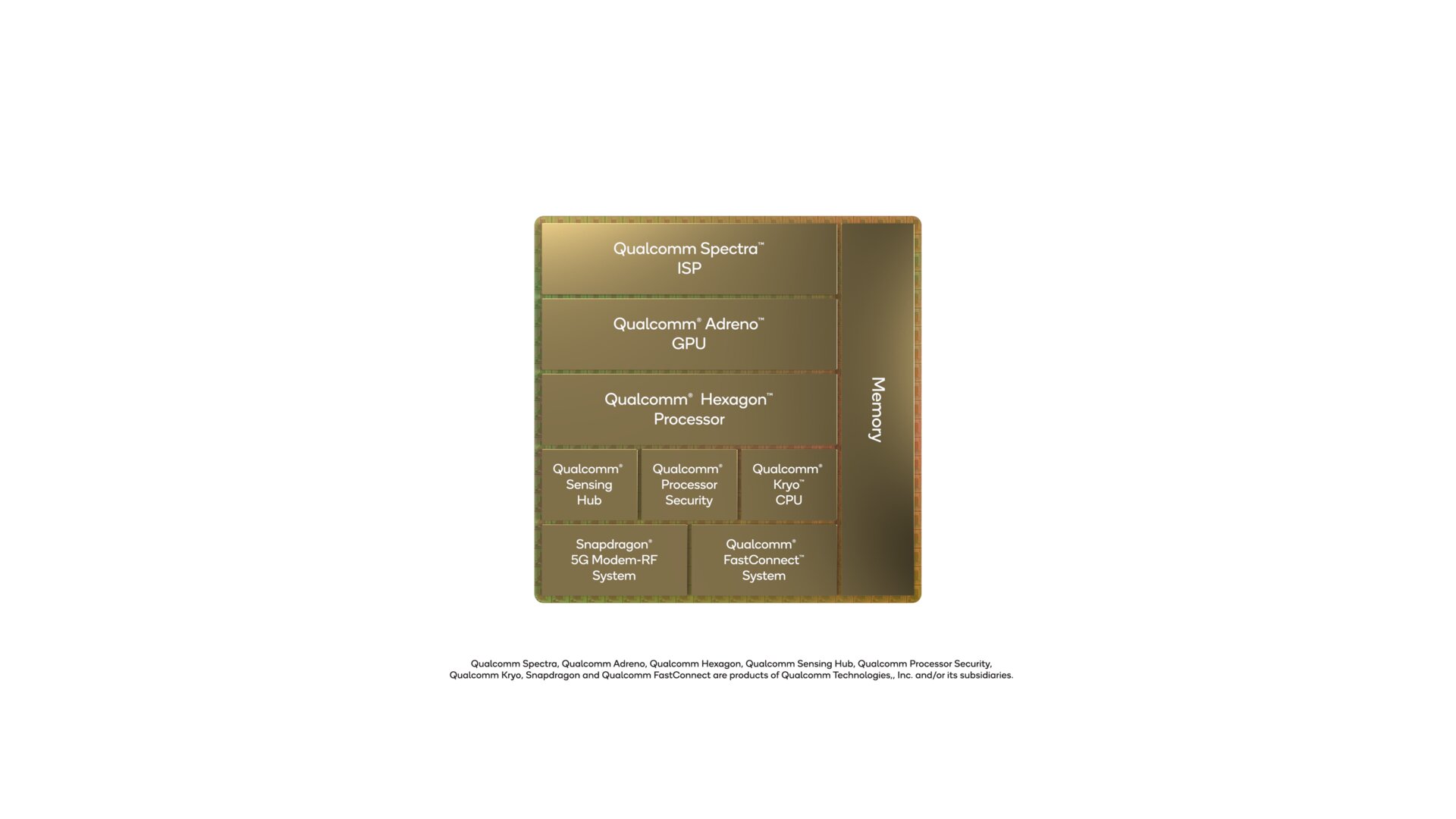
Während augenscheinlich der Name des Prozessors simplifiziert wurde, hat Qualcomm analog dazu auch die Nummerierung der einzelnen Funktionsblöcke wegfallen lassen. Das bedeutet, dass Bereiche wie Kryo (CPU), Adreno (GPU), Spectra (ISP) und Hexagon (DSP) fortan ebenfalls keine Nummerierung mehr aufweisen. Andere (neue) Erkennungsmerkmale gibt es allerdings ebenso wenig, weshalb zumindest für die Fachpresse definitiv wichtige Kennzahlen fehlen.
Snapdragon 8 Gen 1 (Bild: Qualcomm)
Bild 1 von 4
ARMv9 zieht mit Cortex-X2, A710 und A510 ein
Am Beispiel der neuen Kryo-CPU erklärte Qualcomm auf Nachfrage, dass mit dem Snapdragon 8 Gen 1 der Wechsel zur ARMv9-Architektur mit neuen Kernen vollzogen wird. Eine Erwähnung wert ist die neue Architektur Qualcomm übrigens mit keinem Wort in der heutigen Ankündigung. Der grundsätzliche Aufbau mit einem Prime-Core, drei Performance-Cores und vier Efficiency-Cores stimmt mit dem Snapdragon 888(+) überein, die drei Cluster sind jetzt aber mit Cortex-X2, Cortex-A710 und Cortex-A510 besetzt. Deren Maximaltakt gibt Qualcomm mit 3,0 GHz an, wobei damit ausschließlich der Prime-Core gemeint ist und bei genauer Betrachtung dem Kleingedruckten zudem „nur“ 2,995 statt der vollen 3,0 GHz zu entnehmen sind. Das ist der gleiche Spitzentakt, den im Sommer der Snapdragon 888 Plus mitbrachte. Auf Nachfrage hieß es, Cortex-A710 und Cortex-A510 laufen neuerdings mit bis zu 2,5 GHz respektive 1,8 GHz.
Neue Fertigung in 4 nm
Für das Performance-Cluster bedeutet dies eine Steigerung um 80 MHz gegenüber dem Snapdragon 888, was Qualcomm allerdings über die neue Fertigung in 4 nm wieder in puncto Effizienz auffangen dürfte. Ob es sich dabei um TSMC N4 oder Samsung 4LPE handelt, bleibt zum aktuellen Zeitpunkt noch offen. Dasselbe gilt für eine konkrete Einstufung der CPU-Leistung, die es mittels Benchmarks noch zu erörtern gilt. Qualcomm gibt für die neue Kryo-CPU eine allgemeine Leistungssteigerung von 20 Prozent (Multi-Core) an, während parallel dazu bis zu 30 Prozent Energie gespart werden könne.
Neue Adreno-GPU ist für Vulkan optimiert
Sogar 30 Prozent mehr Leistung soll die neue Adreno-GPU liefern, womit eine erste Einschätzung der Redaktion praktisch bestätigt wurde. Anhand eines kryptischen Diagramms ohne Beschriftung der Y-Achse hatte Qualcomm zum Investor Day 2021 aufgezeigt, dass man zwar nicht die absolut höchste Leistung mit der nächsten Generation bieten werde, aber eine höhere Performance unter Dauerlast liefern könne. Vergleiche mit Apples GPU aus dem A15 Bionic ließen zunächst auf ein Plus von 25 Prozent schließen, letztlich sind es jetzt sogar 30 Prozent geworden. Apropos 25 Prozent: Diesen Wert gibt Qualcomm für den Zugewinn an Effizienz der GPU an – und das nicht anstelle der Leistungssteigerung, sondern in Einklang damit.
Qualcomm wirbt zudem mit Optimierungen für die Engines von Unity und Unreal sowie die Vulkan-API, sodass in der Spitze eine bis zu 60 Prozent höhere Leistung geliefert werden soll. Nachdem Snapdragon-SoCs zuletzt auch unter OpenGL gut abschnitten, scheint die Entwicklung der GPU jetzt in Richtung Vulkan gelenkt zu werden. Mit von der Partie sind bei der neuen Adreno-Generation auch Volumetric Rendering, um Effekte wie Dunst und Nebel sowie damit interagierendes Licht- und Schattenspiel und ähnliche Effekte zu visualisieren, sowie die Erweiterung um Variable Rate Shading (VRS) Tier 2.
Ein neuer Bildprozessor für 8K HDR
Große Beachtung schenkt Qualcomm dem Spectra-Bildprozessor, dessen Funktionen unter „Snapdragon Sight“ zusammengefasst werden und der über drei 18-Bit-RAW-Pipelines bis zu 3,2 statt 2,7 Gigapixel pro Sekunde und somit 18,5 Prozent mehr Pixel als bislang verarbeiten kann. Im Bereich einzelner Fotoaufnahmen steht das mit weiterhin bis zu 200 Megapixeln erst einmal für keine Veränderung, jedoch sind bei der Auswertung mit „Zero Shutter Lag“ (ZSL), also im Burst-Modus mit 30 FPS, von parallel zwei oder drei Kameras höhere Auflösungen möglich. Sollen drei Sensoren parallel mit ZSL ausgelesen werden, ist das jetzt mit jeweils 36 statt 28 Megapixeln möglich, bei nur zwei Sensoren gibt es die neue Kombination aus 64 und 36 statt 25 Megapixeln, und mit einer Kamera sind 108 statt 84 Megapixel möglich. Mit letzterer Funktion dürfte Qualcomm vor allem dem langjährigen Partner Samsung mit deren 108-Megapixel-Sensor, den aber auch andere OEMs nutzen, gerecht werden.
Für Videoaufnahmen ist 8K samt HDR das große Thema des Snapdragon 8 Gen 1. 8K-Auflösung mit 30 FPS ist nicht gänzlich neu, diese wurde beim Snapdragon 888 aber nur in SDR unterstützt, während HDR auf 4K limitiert war. Wieder mit dabei für Videoaufnahmen sind die HDR-Formate HDR10(+), Dolby Vision und HLG, wenngleich der Support seitens Qualcomm nicht automatisch auch die Integration durch den OEM bedeutet, der das Feature-Set selbst auswählt. 4K bleibt selbstverständlich erhalten und funktioniert in SDR mit bis zu 120 FPS. Für Aufnahmen in Zeitlupe bei reduzierter 720p-Auflösung werden abermals maximal 960 FPS geboten.
Neuer Tripe 18-Bit Spectra ISP (Bild: Qualcomm)
AV1 ist kein Thema für Qualcomm
Die genannten HDR-Standards stehen dementsprechend auch für die Videowiedergabe zur Verfügung, wobei es für Inhalte in bis zu H.265 und VP9 eine Hardware-Beschleunigung gibt. Wer bei Qualcomm für das Encoding/Decoding eine Erweiterung um AV1 erwartet hat, wird abermals enttäuscht, denn der Standard hat es wieder nicht in das SoC geschafft. Die Bildausgabe kann auf Smartphone-Bildschirmen mit wahlweise 4K-Auflösung bei maximal 60 Hz oder QHD+-Auflösung bei bis zu 144 Hz, womit auch Gaming-Smartphones abgedeckt sind. Externe Monitore unterstützt der Snapdragon 8 Gen 1 mit maximal 4K bei 60 Hz sowie Support für HDR10(+).
Snapdragon 8 Gen 1 und Snapdragon 888 im Vergleich
Tensor rückt bei KI in den Fokus
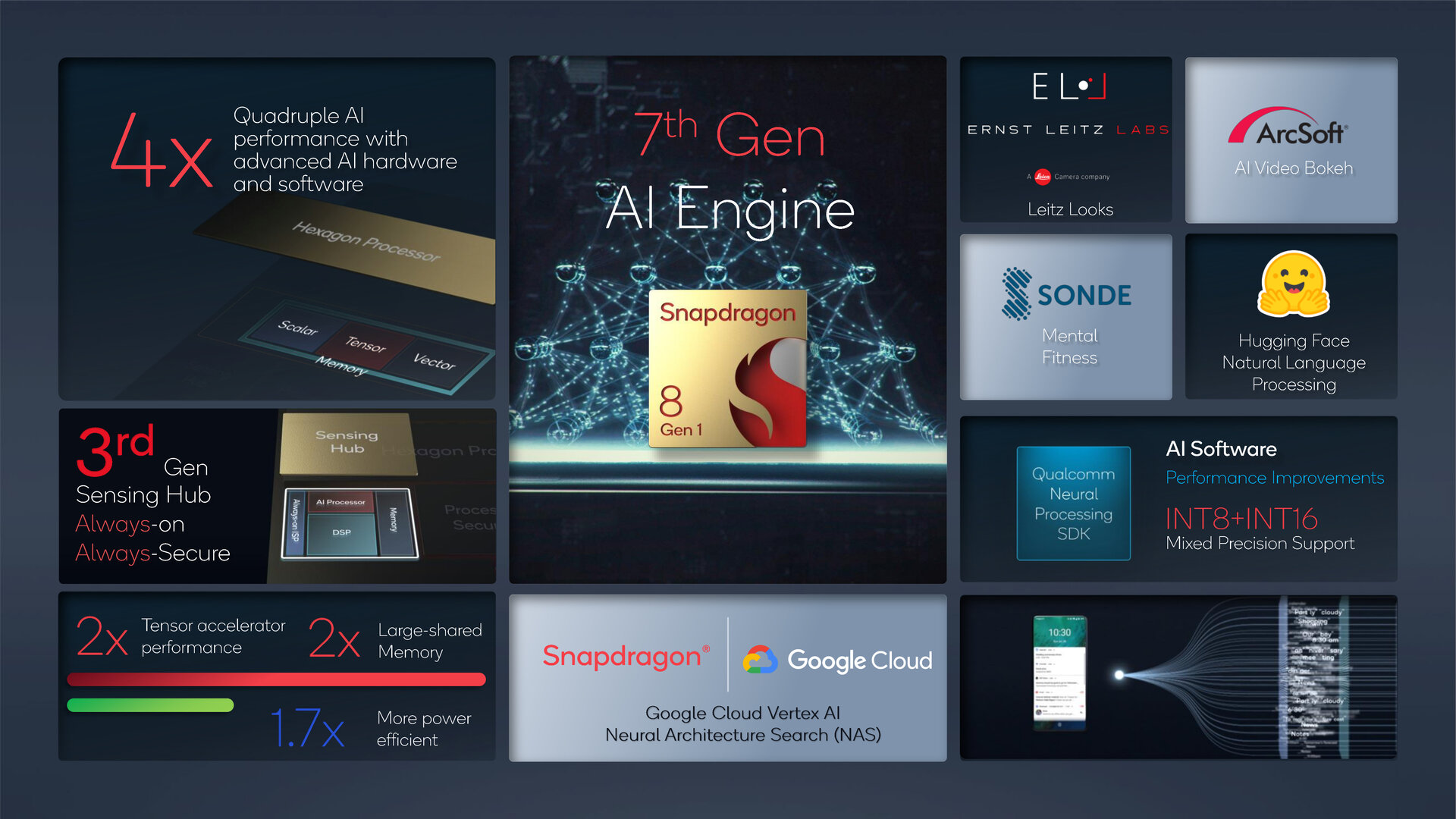
KI geht Qualcomm abermals ohne dedizierte NPU an, sondern verteilt die Aufgaben aus diesem Bereich über die einzelnen Blöcke des Chips, darunter CPU, GPU und DSP, wobei letzterer alias „Hexagon“ durchaus in Richtung einer NPU geht. Das Zusammenspiel aller Komponenten heißt „AI Engine“ und steht beim Snapdragon 8 Gen 1 in der „7th Gen“ zur Verfügung. Im Hexagon sitzt der sogenannte „Fused AI Accelerator“, der Tensor- und Scalar-Beschleuniger sowie Vector Extension bietet. Mit mehr TOPS wird diesmal nicht direkt geworben, aber mit bis zu vierfacher Geschwindigkeit als Ergebnis aus Optimierungen bei Hardware und Software. Ein doppelt so großer dedizierter Speicher für den Fused AI Accelerator und eine Verdoppelung der Leistung des Tensor-Beschleunigers sind diesmal die Aushängeschilder. Erreicht wird dies auch über den Support von gemischter Präzision der Datentypen INT8 und INT16. Tensor-Beschleunigung rückt im mobilen Segment speziell bei Android in den Fokus, nachdem Google mit der mobilen TPU im Tensor-SoC des Pixel 6 (Pro) vorgelegt hat.
7th Gen AI Engine (Bild: Qualcomm)
Snapdragon X65 schafft bis zu 10 Gbit/s über 5G
Den Bereich Konnektivität deckt Qualcomm mit dem Snapdragon X65 ab, das abermals direkt in das SoC integriert alle aktuellen Mobilfunkstandards von 2G bis 5G abdeckt. Das Modem hatte Qualcomm bereits im Februar dieses Jahres einzeln vorgestellt und im Mai um weitere Funktionen ergänzt. Groß beworbenes Merkmal ist das Knacken der 10-Gbit/s-Marke, sofern mmWave- und Sub-6-GHz-Spektrum gebündelt wird. 1.000 MHz Bandbreite verteilt über 8 Frequenzblöcke treffen beim X65 auf bis zu 300 MHz Bandbreite im Sub-6-GHz-Spektrum. Speziell für den chinesischen Markt kam diesen Mai der Support von Carriern mit 200 MHz Bandbreite über mmWave hinzu.
3GPP Release 16 bringt neue Features mit
Höhere Spitzengeschwindigkeiten sind ein Merkmal des Snapdragon X65, das andere ist der erstmalige Support des 3GPP Release 16. Das Konsortium für neue Mobilfunkstandards einigt sich auch innerhalb von Generationen wie 5G regelmäßig auf neue Standards. Mit Release 16 und dem Snapdragon X65 zieht zum Beispiel 5G PowerSave 2.0 über UE-Assisted Information (UAI) ein. „UE“ steht für User Equipment, also das Endgerät des Anwenders. UAI sorgt dafür, dass Smartphone und Basisstation einen effizienten Betrieb untereinander aushandeln. Mit welcher Spannung das Modem arbeitet, wie es um die Temperatur im Smartphone bestellt ist, wie viele Carrier für die aktuelle Anwendung genutzt werden oder welche MIMO-Konfiguration sinnvoll ist, können beide Seiten der Verbindung im gegenseitigen Austausch definieren, um die Effizienz zu steigern und den Energieverbrauch zu reduzieren.
AI-Enhanced Signal Boost (Bild: Qualcomm)
In die Kerbe Effizienz schlägt auch der von Qualcomm entwickelte „AI-Enhanced Signal Boost“, über den erkannt werden soll, wie ein Smartphone umgriffen wird, um daraufhin eine entsprechende Antennenabstimmung vorzunehmen. Das soll für schnellere Übertragungsraten, einen allgemein besseren Empfang und längere Akkulaufzeiten durch eine optimale Auslastung der freien und verdeckten Antennen sorgen. Der „AI-Enhanced Signal Boost“ ist Teil des neuen RF-Front-Ends, das mit dem neuen QET7100 den passenden Envelope-Tracker bietet, der im Sub-6-GHz-Spektrum und bei LTE die Effizienz der Leistungsverstärker verbessern und den Stromverbrauch reduzieren soll. Qualcomm gibt eine 30 Prozent höhere Energieeffizienz gegenüber Lösungen von Konkurrenten an. Über einen Tracker lassen sich mehrere Leistungsverstärker (PA) ansteuern, sodass OEMs eine größere Auswahl bei den PAs haben. Mit dem QPM6679 bietet Qualcomm einen passenden PA an, der keinen externen Diplexer mehr benötigt und 100 MHz Bandbreite beim Tracking unterstützt.
Wi-Fi 6E und aptX Lossless
WLAN bleibt auf dem bisherigen Stand, denn die extern angebundene FastConnect-6900-Plattform mit bis zu 3,6 Gbit/s schnellen Wi-Fi 6E stellt nach wie vor das Maximum des Herstellers dar. Darüber hinaus bietet die neue Snapdragon-Generation wieder Support für Bluetooth 5.2 und den neuen Codec aptX Lossless, für den nach der Ankündigung noch die erste Hardware-Plattform fehlte. OEMs müssen aptX Lossless jedoch explizit lizenzieren. Bei den Satellitennavigationssystemen sind mehrere alte Bekannte wie GPS, GLONASS, BeiDou, Galileo, QZSS und NavIC dabei.
ComputerBase hat Informationen zu diesem Artikel von Qualcomm unter NDA erhalten. Die einzige Vorgabe war der frühestmögliche Veröffentlichungszeitpunkt.
Iso baute in den Sechzigern den Grifo in zwei Versionen: als bequemes Coupé mit Gran-Turismo-Kompetenz und als flachen Sportwagen mit den Proportionen eines Rennwagens. Diese Version mit der Bezeichnung A3/C gab es außerdem zehn Mal mit einer Karosserie aus genietetem Flugzeugaluminium. Die dünnen Bleche sind schwer zu verarbeiten, machen das Auto aber leicht: 969 Kilogramm wiegt die Nietenversion. Da hat der 300 PS starke Corvette-V8 hinter der Vorderachse nicht viel zu tun.
Erstbesitzer war Johnny Hallyday
Paolo Carlini/RM Sotheby's
Die Karosserie des Iso Grifo A3/C ist genietet.
Nummer acht der zehn gebauten "riveted"-Grifo kaufte 1965 Jean-Philippe Smet, der als Johnny Hallyday französischen Rock sang und damit über 100 Millionen Platten verkaufte. Außerdem trat er in über 30 Filmen auf. Die "New York Times" nannte Hallyday den französischen Elvis Presley. Das passt gut zu Hallydays Auto: Denn auch sein Iso Grifo, von Giotto Bizzarini konstruiert, kombiniert europäisches Auftreten mit amerikanischem Innenleben. Bizzarini hatte bei Ferrari maßgeblich die Markenikone 250 GTO mitentwickelt – heute eines der teuersten Autos der Welt.
Der Iso Grifo war nicht nur das Auto der Erfolgreichen, sondern selbst ein Gewinner: Zwei Mal, 1964 und 1965, gewann die Rennversion des A3/C ihre Klasse beim Rennen in Le Mans. Hallyday fuhr die Straßenversion. Er war zunächst mit einer temporären Zulassung unterwegs, bis das Auto dann am 27. Oktober 1965 mit dem Kennzeichen "4858 RZ 75" in Paris auf seinen Geburtsnamen zugelassen wurde.
Im Februar und November 1966 wechselte der Iso den Besitzer. Zwischen 1968 und 1992 gehörte das Auto einem Prinzen aus einem polnischen Hochadelsgeschlecht litauischer Herkunft, Prince Pierre Sanguszko. Der ließ den Wagen in Weiß mit blauem Streifen lackieren. Nach seinem Tod wurde das Auto weiterverkauft. Der neue Besitzer ließ es rot lackieren und stellte es in seinem Museum im französischen Lohac aus. Nach zwei weiteren Besitzerwechseln 2009 und 2012 erwarb 2014 der Sammler Guikas das Auto. Bei dem Concours in Chantilly gewann es 2017 den "Special Award" in der Klasse "Great Musicians Cars", Autos großer Musiker.
Zuletzt wurden in den Grifo 2021 laut RM Sotheby’s über 14.000 Euro investiert: Die Karosserie wurde demontiert, repariert und wieder in Burgundrot lackiert. Auch die Armaturentafel erhielt die ursprüngliche Karosseriefarbe. Das Interieur wurde ebenfalls aufgearbeitet. Am 19. November 2021 versteigerte RM Sotheby’s das Auto in Le Castellet. Das Höchstgebot inklusive Aufgeld für das Auktionshaus erreichte 1,805 Millionen Euro.
Umfrage
Na klar. Die Historie eines Autos ist besonders wichtig und alles Andere nebensächlich.
Niemals. Allein der technische und optische Zustand sowie die Ausstattung zählen.
Ein Bieter bezahlte bei der Guikas-Auktion von RM Sotheby’s viel Geld für einen von zehn Iso Grifo A3/C mit Nieten-Karosserie. Dafür gibt es zwei gute Gründe: Der italienische Sportwagen mit Corvette-V8 ist selten – nur sieben Exemplare sollen weltweit noch existieren – und hatte einen berühmten Erstbesitzer: Johnny Hallyday, den die New York Times als französischen Elvis Presley bezeichnete.
Dank einer neuen Funktion ist Xbox Cloud Gaming in Microsoft Edge merkbar schärfer.
Xbox führt eine neue Funktion namens Clarity Boost ein, die Cloud-Gaming-Streams in Microsoft Edge deutlich verbessert.
Cloud Gaming im Edge-Browser "verschärft"
Die Nutzung von Clarity Boost ist optional und muss zunächst aktiviert werden. Danach sorgt die Funktion durch "eine Reihe von Client-seitigen Skalierungsverbesserungen" für schärfere Kanten des eingehenden Streams. Die zusätzliche Verarbeitung läuft dabei nicht über den Cloud-Dienst, sondern über das Endgerät des Nutzers.
Im Moment ist diese Funktion nur für Spieler nutzbar, die Microsoft Edge Canary verwenden - der Testserver von Microsoft Edge, wenn ihr so wollt. Hier werden neue Funktionen ausprobiert, bevor diese an alle Edge-Nutzer verteilt werden (danke, VGC).
Bei Clarity Boost soll das 2022 passieren, verspricht Xbox. Möchtet ihr die schärferen Streams früher ausprobieren, könnt ihr euch Microsoft Edge Canary herunterladen, euch auf der Website von Xbox Cloud Gaming anmelden und loszocken. Im Menü müsst ihr dann nur noch auf "Weitere Aktionen" klicken und dort den Clarity Boost einschalten.
Clarity Boost in Aktion
Auf diesem Bild könnt ihr sehen, wie sehr Clarity Boost das Bild im Edge-Browser tatsächlich verbessert:
Xbox Cloud Gaming ohne (links) und mit (rechts) Clarity Boost.
Ein deutlich sichtbarer Unterschied - findet ihr nicht?
Erst kürzlich wurde das Xbox Cloud Gaming für die Konsolen in 25 Regionen eingeführt. Auf der Xbox Series X und S sowie der Xbox One könnt ihr dort als Xbox-Game-Pass-Ultimate-Nutzer ohne lästigen Download spielen. Wann ihr der Umwelt zuliebe einen Cloud-Dienst nutzen und wann den klassischen Download bevorzugen solltet, lest ihr in diesem Artikel.
Media Molecule hat ein umfangreiches Update für das Sandbox-Spiel "Dreams" veröffentlicht. Damit führen die Entwickler das Level "Ancient Dangers: Ein Fledermausmärchen" ein, das euch als Orc-Heldin in den Kampf ziehen lässt. Zudem wurde die Traumformung gänzlich überarbeitet.
Ein neues „Dreams“-Update steht zum Download bereit! Darin enthalten ist das Entwickler-Level „Ancient Dangers: Ein Fledermausmärchen“, das sich als actionlastiger Dungeon-Crawler versteht. Ihr steuert hier die Ork-Heldin Scoria, die sich auf die Suche nach einem bestimmten Kraut macht, um das nervtötende Schnarchen ihrer Oma zu heilen. Dafür muss sie auf ihrer Reise skurrile Gegner bekämpfen und knackige Rätsel lösen muss. Falls ihr nicht alleine spielen wollt, könnt ihr euch jemanden dazuholen und das Abenteuer im lokalen Koop-Modus bestreiten.
Um es in der Bestenliste nach vorne zu schaffen, müsst ihr so viele Punkte wie nur möglich einsacken. Erledigt dafür so viele Gegner wie ihr könnt und nutzt eure Berserkerkette.
Eine überarbeitete Benutzeroberfläche und neues Vorlagensystem
Das neue Level ist aber noch nicht alles, was das Update mit sich bringt. Die Entwickler haben nämlich die die Traumformung (also den Kreativmodus des Spiels) gründlich überarbeitet. Es wurde eine angepasste Benutzeroberfläche ausgerollt und ein neues Vorlagensystem eingeführt, das die Erschaffung eigener Level einfacher gestaltet. Die Spieler können auf nützliche Elemente zurückgreifen, um verschiedenste Spielerlebnisse zu kreieren. Egal ob Dungeon-Crawler, ein Side-Scroller oder eine Minigolf-Herausforderung.
Wer bei der Erstellung Hilfe benötigt, sollte sich auf indreams.me umschauen. Dort erhaltet ihr Unterstützung in Form von Anleitungsvideos.
Zur Orientierung wurde jede Vorlage mit einem Schwierigkeitsgrad versehen: Die Einsteigervorlagen führen euch an den Erstellungsprozess heran, während ihr bei den mittleren Vorlagen Inhalte miteinander verknüpfen müsst. Bei den Vorlagen für Fortgeschrittene solltet ihr ausreichend Erfahrung mitbringen. Übrigens werden euch auf Basis eurer Erfahrungsstufe passende Inhalte auf der Startseite angezeigt, die euch am ehesten weiterhelfen.
Related Posts
Ein Bild vom oben beschriebenen Entwickler-Level könnt ihr euch hier machen:
(*) Bei Links zu Amazon, Media Markt, Saturn und einigen anderen Händlern handelt es sich in der Regel um Affiliate-Links. Bei einem Einkauf erhalten wir eine kleine Provision, mit der wir die kostenlos nutzbare Seite finanzieren können. Ihr habt dabei keine Nachteile.
Erpresser und andere Kriminelle müssen keine Sicherheitslücken finden, um in Netzwerke einzudringen. Sogenannte Access Broker verkaufen ihnen Zugangsdaten. Ein Experte hat sich im Untergrund umgesehen.
In Hunderten Untergrund-Foren werden Zugangsdaten für Computer auf der ganzen Welt verkauft
Foto:
alengo / Getty Images
Jetzt weiterlesen mitSPIEGEL+
Jetzt weiterlesen. Mit dem passenden SPIEGEL-Abo.
Besondere Reportagen, Analysen und Hintergründe zu Themen, die unsere Gesellschaft bewegen – von Reportern aus aller Welt. Jetzt testen.
Sie haben bereits ein Digital-Abonnement? Hier anmelden
Weiterlesen mitSPIEGEL+
Mehr Perspektiven, mehr verstehen.
Freier Zugang zu allen Artikeln, Videos, Audioinhalten und Podcasts
Alle Artikel auf SPIEGEL.de frei zugänglich
DER SPIEGEL als E-Paper und in der App
Bis zum 30.06.2022 inklusive Audio:
DER SPIEGEL zum Anhören
Nur € 19,99 pro Monat, jederzeit kündbar
Sie haben bereits ein Digital-Abonnement?
SPIEGEL+ wird über Ihren iTunes-Account abgewickelt und mit Kaufbestätigung bezahlt. 24 Stunden vor Ablauf verlängert sich das Abo automatisch um einen Monat zum Preis von zurzeit 19,99€. In den Einstellungen Ihres iTunes-Accounts können Sie das Abo jederzeit kündigen. Um SPIEGEL+ außerhalb dieser App zu nutzen, müssen Sie das Abo direkt nach dem Kauf mit einem SPIEGEL-ID-Konto verknüpfen. Mit dem Kauf akzeptieren Sie unsere Allgemeinen Geschäftsbedingungen und Datenschutzerklärung.
Das Spin-off eines Max-Planck-Instituts hat ein Lichtfeldobjektiv für herkömmliche DSLRs entwickelt. Auf Kickstarter kann es unterstützt werden.
K|Lens One(Bild: K|Lens)
Die K|Lens One ist das erste Produkt des 2016 in Saarbrücken gegründeten Spin-offs des Max-Planck-Instituts für Informatik. Es handelt sich um ein sehr langes Objektiv für Spiegelreflexkameras, das diese in eine Lichtfeldkamera verwandelt.
Dabei werden auch die Tiefeninformationen erfasst, was neue Möglichkeiten der Bildbearbeitung ermöglicht. So lässt sich der Schärfepunkt auch nach der Aufnahme im Bild variieren, Color Grading auf einzelne Bereiche anwenden und Bildebene und -objekte trennen. Auch ein leichter Perspektivwechsel ist nach der Aufnahme möglich. Das Verfahren funktioniert sowohl im Foto- als auch im Videomodus.
Die erste Version der K|Lens One hat eine Brennweite von 80 mm und ist mit allen Vollformatkameras über unterschiedliche Anschlüsse kompatibel. Im Rahmen der Bestellung können die Kunden ihren Kameratyp angeben. Im Innern des großen Objektivs befindet sich ein Spiegeltunnel, durch dessen Optik zeitgleich neun leicht unterschiedliche Perspektiven einer Szene auf dem Kamerasensor aufgenommen werden. Das Unternehmen hat auch eine passende Software entwickelt, um aus diesen neun Perspektiven ein 3D-Bild zu erstellen.
Dieses kann als Punktwolke oder als RGB-Bild ausgegeben werden, was um einen Tiefenkanal erweitert wird. Dieser Kanal kann dann als Ebene oder Maske genutzt werden, die entweder direkt appliziert wird oder vorher selbst noch editiert werden kann.
Die Entwicklung des 253 mm langen und 1,7 kg schweren Objektivs wurde zusammen mit Carl Zeiss Jena vorgenommen. Dort wird das Objektiv auch gefertigt. Ab sofort können Interessenten das Projekt auf Kickstarter unterstützen. Ein Objektiv kostet ab rund 2.000 Euro.
3D-Druck wird immer schneller, schöner und effizienter. Die Technologie ist dabei, die Produktion zu revolutionieren und in unseren Alltag einzuziehen.
Ein BerichtvonElias Dinter
Verwobenes aus dem 3D-Drucker auf der Formnext 2021(Bild: Mesago / Marc Jacquemin)
Obwohl die ersten 3D-Drucker schon in den 1980er-Jahren die Forschungslabore verließen, hatte die Technik jahrzehntelang einen schweren Stand. Die Vision, dass jeder und überall Alltagsgegenstände aus einer Art Metamaterial fertigen könnte, bleibt zwar bis auf Weiteres Science-Fiction, allerdings hat sich der 3D-Druck seit einiger Zeit als eigenständiger Fertigungsprozess in der Industrie etabliert und bei Privatanwendern die Schreibtische und Garagen erobert.
Formnext, Europas größte Fachmesse für additive Fertigung, hat in diesem Jahr gezeigt: Die Geräte werden immer größer, schneller und besser - und dabei immer günstiger. Und es werden zunehmend technische Probleme gelöst, die bisher einer weiteren Verbreitung in unserem Alltag im Weg gestanden haben.
Bis dahin waren der Aufwand und das benötigte Know-how für den Einsatz dieser neuen Technologien sehr hoch und damit die Stückkosten für einen Einsatz in der Fertigung unverhältnismäßig teuer. Auch waren Quantität und Qualität der Erzeugnisse oft nicht für praktische Anwendungen geeignet und die konventionelle Massenfertigung, gerade in Fernost, blieb hier dem 3D-Druck überlegen.
Dennoch eroberte die additive Fertigung in der Industrie Zug um Zug feste Nischen, gerade dort, wo hocheffiziente Bauteile in kleinen Stückzahlen gefertigt werden müssen. So setzt zum Beispiel Rolls-Royce seit einigen Jahren bei seinen Triebwerken für Flugzeuge auf 3D-gedruckte Teile.
Einfache Modelle schon ab wenigen hundert Euro zu haben
Gleichzeitig sind die Geräte immer günstiger geworden und mittlerweile sind einfache Modelle schon ab wenigen hundert Euro selbst für Privatanwender erschwinglich. Dazwischen hat sich ein mannigfaltiges Ökosystem verschiedenster Hersteller und Geräte entwickelt, die immer neue Einsatzgebiete für den 3D-Druck erschließen.
Auch die Verfahren selbst entwickeln sich weiter, wie auf der Formnext zu sehen war. So kann nun etwa verhindert werden, dass die Teile sich beim Abkühlen verformen und dann nicht mehr zusammenpassen. Auch Stützen für überhängende Teile könnten bald in vielen weiteren Fällen überflüssig sein.
Der FDM-Druck stellt nach wie vor das Rückgrat der Industrie bei günstigen und mittelpreisigen Geräten dar. Das Prinzip ist so einfach wie genial: Zuerst wird das Druckmaterial meist durch Hitze verflüssigt, um dann durch eine Düse in dünnen Schichten übereinander gelegt zu werden. Im Anschluss härtet das Material selbständig aus und bildet so eine feste Struktur - das gewünschte Werkstück.
Auch Metalle lassen sich mit diesem Verfahren schichten oder ganz andere Materialien wie etwa Beton für 3D-gedruckte Gebäude. Selbst beim Aufbau von biologischen Strukturen wie etwa Organen aus entsprechenden Zellmaterialien kommt dieses Verfahren zum Einsatz.
Da diese Technik schon seit über einem Jahrzehnt weitgehend patentfrei ist, gibt es hier die meisten Entwicklungen und Produkte am Markt. Wir können hier nicht alle Trends und Entwicklungen in diesem Feld aufgreifen, dazu ist der Markt einfach zu groß. Zwei bemerkenswerte neue Entwicklungen möchten wir hier aber kurz darstellen.
Ein Grundproblem des FDM-Verfahrens ist das Verziehen der geometrischen Form der Bauteile beim Abkühlen und Aushärten nach dem Druck. Auch können beim Abkühlen innere Spannungen entstehen, die die statische Integrität des gedruckten Gegenstands unterminieren.
Kontrolliertes Abkühlen durch beheizten Bauraum
In der Makerszene wird dieses Problem oft dadurch umgangen, dass man entsprechend gutmütige Materialien verwendet. Jedoch sind solche Kunststoffe wie PLA oder Polyethylenterephthalat (PETG) nicht für alle Projekte geeignet. Materialien wie ABS-Kunststoffe, Polyvinylchlorid (PVC) oder gar PEEK können auf diese Art und Weise gar nicht gedruckt werden, ohne dass es zu Verformungen kommt.
Schon bei einer Auflage von Kleinserien, aber insbesondere für größere Stückzahlen, ist dieses Problem unbedingt zu kontrollieren. Nichts ist schlimmer als lauter unterschiedliche Teile, die am Schluss nicht zusammenpassen.
Als etablierte Methode hat sich zum einen bewährt, die Druckplatte zu beheizen. Aber auch dies reicht bei einer Vielzahl von Materialien für einen industriellen Prozess nicht aus. Besser ist es, gleich einen beheizten Bauraum zu schaffen, den man beim Druck konstant auf einer Temperatur zwischen 80 °C und bei Materialien wie PEEK auch gern mal an die 200 °C hält, um ihn nach Beendigung des Drucks kontrolliert auf Raumtemperatur abkühlen zu lassen.
Dieses Verfahren war jedoch in Teilen lange patentrechtlich geschützt und das letzte Patent ist erst Anfang 2020 ausgelaufen. Es ist damit zu rechnen, dass in den nächsten Jahren mehrere Firmen diese Lücke mit Produkten bedienen werden, damit der FDM-Druck abseits von PLA und PETG an Bedeutung gewinnt und solche Drucker erschwinglicher werden.
Ein weiteres Problem des FDM-Verfahrens ist, dass die Struktur konventionell in einer 2D-Ebene aufgebaut wird, bevor die Z-Achse um einen Höhenschritt weitergefahren wird, um dann den planaren Aufbau im Anschluss von vorne zu beginnen. Dies führt zu einzelnen Schichten im Werkstück, die eine Schwachstelle bei den Übergängen bilden.
Auch bereitet dieser rein flächige Aufbau Probleme bei überhängenden Geometrien. Hier müssen aufwendig Stützstrukturen mit aufgebaut werden, um das Werkstück während des Drucks zu halten.
Dies verlangsamt den ganzen Druckprozess nicht nur erheblich, sondern erfordert einen nicht zu unterschätzenden zusätzlichen Materialverbrauch. Wirtschaftlich schwierig gestaltet diesen Prozess auch die nachträglich nötige Handarbeit für die Entfernung der zusätzlich gedruckten Stützen. Verfahren, wie etwa ein zweites Material für den Aufbau von löslichen Stützstrukturen zu verwenden, können das Problem zu einem gewissen Grad vereinfachen. Allerdings benötigt man hierfür eine zweite Druckdüse und exotische, teure Materialien wie High-Impact Polystyrene (HIPS) oder Polyvinylalkohol (PVA).
Ein Druck mit verschiedenen Materialien ist zudem immer ein Kompromiss zwischen verschiedenen Druckeigenschaften, und dies auszutarieren, ist in der Praxis nicht einfach. Auch hier ist weiterhin Handarbeit nötig und diese ist immer schwer in einen industriellen Prozess zu integrieren, was den Druck schnell teuer und wenig berechenbar macht.
Eine Möglichkeit zur Lösung dieser Probleme ist, den Druck nicht wie bisher im zuvor erläuterten 2D + 1D Verfahren zu bewerkstelligen, sondern ihn um die zwei Achsen A und B zu erweitern. Hierbei steht die A-Achse für die Rotation um die X-Achse und die B-Achse für eine Drehung um die Y-Achse.
Dieses Prinzip wird schon seit vielen Jahren in der Fertigung praktisch eingesetzt, jedoch im benachbarten Bereich der CNC-Fräsen. Hier werden komplexe Bauteile entweder im sogenannten 3D + 2D Verfahren gefertigt, bei der die Kartesischen Koordinaten separat und unabhängig von den Rotationsachsen bewegt werden, oder aber im echten 5-Achs-Verfahren, bei dem alle Achsen simultan für eine Bewegung gesteuert werden müssen (Rotated Tool Center Point (RTCP)).
Gerade bei letzterem Verfahren sind die mathematischen Berechnungen der Geometrie recht komplex, entsprechende Softwarelösungen abseits von sehr hochwertigen Industriegeräten noch unbezahlbar und somit für den breiten Anwendungsbereich nicht zugänglich.
Stützenfrei drucken
Dieses Prinzip lässt sich jetzt aber auch auf den FDM-Druck übertragen, wobei hier von großem Vorteil ist, dass anders als bei den Fräsen keine großen Kräfte auf die konstruktionsbedingt etwas labilen Rotationsachsen wirken. Daher lässt sich so ein Aufbau von der Hardware mit recht geringen Zusatzkosten umsetzen und derart ausgestattete Geräte sollten nicht unerschwinglich teuer werden.
Der Vorteil dieses Aufbaus liegt auf der Hand: Durch die geschickte Positionierung der Druckfläche zum Druckkopf können die für den FDM-Druck so kritischen Überhänge jenseits von 45° ganz einfach aufgelöst werden. Indem das Bauteil auf der Druckplatte entsprechend gekippt wird, lässt sich der Druckwinkel zur Düse entsprechend reduzieren und die sonst notwendigen Stützstrukturen können entfallen.
Auch können Geometrien ganz anders aufgelöst werden, sodass zum Beispiel auch Drucke auf nicht ebenen Flächen möglich werden. So können Verzweigungen direkt auf einer gekrümmten Oberfläche angesetzt werden, etwa auf einer Kugel.
Bauteile müssen auch nicht mehr zwangsweise aus gleich ausgerichteten Schichten zusammengesetzt werden, sondern im Prinzip sind auch Werkstücke aus einer einzigen spiralförmigen Lage vorstellbar. Oder man kann die Schichten bereits beim vorbereitenden Berechnen der Druckbahnen (Slicing) so anordnen, dass sie parallel zu den erwarteten Stressrichtungen des Werkstücks verlaufen.
Statt sie einfach immer nach einer mehr oder weniger zufällig gleichen Ausrichtung planar verlaufen zu lassen oder einfache geometrische Muster wie eine Wabenstruktur anzuwenden, können beispielsweise Belastungssimulationen des Bauteils die Verteilung der Kräfte gut abbilden. Durch die zwei zusätzlichen Achsen lässt sich der Druck jetzt entlang dieser Belastungslinien ausrichten und so auch die Schichten beim Druck entsprechend legen. So werden Brüche entlang der strukturell schwächeren Schichtkanten vermieden und das Bauteil gewinnt enorm an struktureller Stabilität in der praktischen Anwendung.
Die Möglichkeiten sind vielfältig, aber ein Slicer, der all diese Möglichkeiten konsequent anwendet, ist noch nicht entwickelt. Selbst die teuersten Industriemaschinen bringen hier erst eine Software mit, die nicht alle denkbaren Möglichkeiten dieses Ansatzes ausnutzt. Meist konzentriert man sich auf nur eine der Vorzüge und vermarktet das Gerät dann entsprechend.
Nach und nach traut sich die Industrie jedoch an diese Technik heran und man sieht immer mehr Technologiedemonstrationen und Prototypen. Einige Geräte haben es mittlerweile auf den Markt geschafft.
Das günstigste kommt wohl von Ethereal Machines mit dem Produkt Halo, das ab circa 35.000 Euro zu haben ist. Aber auch andere Hersteller haben entsprechende Geräte in der Entwicklung und es ist abzusehen, dass sich das Angebot an solchen Maschinen in den nächsten Jahren in verschiedenen Anwendungsfällen und Preisklassen diversifizieren wird.
Es ist zu hoffen, dass sich auch ein Hersteller der Entwicklung eines günstigen Einsteigermodells widmen wird. Theoretisch scheint auch ein Gerät für wenige tausend Euro möglich. Dann müsste allerdings die Software so weit entwickelt sein, dass sie diese Technologie auf Knopfdruck einem genügend großen Anwenderkreis zur Verfügung stellen kann, damit sich so ein auf Stückzahlen optimiertes Geschäftsmodell trägt.
Flüssig ist das neue Gold
Neben dem FDM-Verfahren gibt es aber noch eine ganze Reihe von alternativen Technologien in der Branche. Auf der Formnext wird deutlich, dass die Stereolithographie im Kommen ist. Nicht selten liegt weniger als ein Jahr zwischen zwei Modellen.
Die Geräte werden zahlreicher und vor allem auch deutlich günstiger. Musste man vor ein paar Jahren noch einen fünfstelligen Betrag investieren, um eine industrielle Maschine zu erwerben, sind viele Geräte heute schon im vierstelligen Bereich zu bekommen. Einsteiger finden mittlerweile auch schon Geräte mit beachtlicher Leistungsfähigkeit selbst im mittleren dreistelligen Bereich.
Bei der SLA-Technik, der historisch ältesten 3D-Druckmethode, wird aus einem flüssigen Rohstoff, meist einem Kunstharz, mithilfe von ultraviolettem Licht das Objekt schichtweise ausgehärtet. Dies hat prinzipiell mehrere Vor-, aber auch einige Nachteile: Mit Licht lassen sich viel feinere Strukturen ausbilden als mit einer im Vergleich recht groben Düse. Auch lässt sich ein Laserstrahl viel flinker über eine Fläche führen als ein Druckkopf.
Vielmehr gibt es sogar Geräte, die eine Oberfläche auf einen Rutsch nur an den gewünschten Stellen belichten und somit für eine einzelne Schicht nur ein paar Sekunden zum Aushärten benötigen - mit einem FDM-Drucker undenkbar. Andererseits ist man auf Materialien beschränkt, die mit UV-Licht reagieren und kann somit nicht auf eine breite Palette aus günstigen und erprobten Kunstoffen zurückgreifen.
Kunstharze, die sich wie ABS verhalten
Allerdings hat sich in dieser Hinsicht in den vergangenen Jahren viel getan. Mittlerweile gibt es eine ganze Reihe von Kunstharzen, die den Eigenschaften ihrer FDM-Vorlagen schon recht nahekommen.
So finden sich Harze, die versprechen, sich wie ABS im ausgehärteten Zustand zu verhalten; Mischungen, die flexibel bleiben und damit eine eher gummiartige Konsistenz ausbilden oder Spezialharze wie zum Beispiel Keramikharze, mit denen sich auf ganz neue Art und Weise töpfern lässt. Kunstharze, die sich rückstandslos ausbrennen lassen, sind vor allem in der Schmuckmanufaktur schnell in Mode gekommen. Sie dienen als Grundlage zur Erstellung von Gussformen für Metalle.
Fairerweise muss an dieser Stelle erwähnt werden, dass die Interoperabilität zwischen Harzen von Drittherstellern und den etablierten SLA-Druckern noch nicht mit der Situation beim FDM-Druck vergleichbar ist. Hier spielen noch zu viele Variablen zwischen den verschiedenen Druckern und den Harzen nicht immer so reibungslos zusammen, wie es der Konsument sich wünscht.
Erschwerend kommt hinzu, dass es bei den SLA-Drucker-Herstellern immer noch eine Tendenz gibt, geschlossene Ökosysteme zu vermarkten, um Konkurrenz bei den Verbrauchsmaterialien möglichst fernzuhalten. Eine gängige Praxis ist, dass bei nicht-autorisierten Betriebsmitteln wie Harzen von Drittanbietern Garantieverlust droht. Ferner bleiben Druckereinstellungen für den Anwender unzugänglich oder Parameter werden nicht dokumentiert.
Der Nachbearbeitungsprozess bei SLA ist darüber hinaus deutlich komplexer und beinhaltet giftige Substanzen wie Isopropanol. Auch das Harz an sich ist im flüssigen Zustand in der Regel toxisch.
SLA-Bauteile hängen beim Druck kopfüber an der Druckplattform und werden aus dem Harzbad Stück für Stück herausgezogen, was für sehr viele Objekte Stützstrukturen erforderlich macht. Diese müssen wiederum aufwendig per Hand entfernt werden.
Bei den günstigen LCD-Druckern, die ein LC-Display für die Steuerung der Belichtung einsetzen, stieg nicht nur die Auflösung von 2K zu 4K und jetzt zu ersten 8K-Geräten, sondern die LCDs wurden von gewöhnlichen chromatischen Displays zu speziell für den 3D-Druck entwickelten monochromen LCDs weiterentwickelt.
Bessere Konturen, weniger Verschleiß
Das entspricht damit nicht nur einer Versechzehnfachung der Pixel pro Fläche, sondern es entfällt auch der Sperrfilter für die Grundfarben, was eine Verdreifachung der Lichtdurchlässigkeit ermöglicht.
Die Drucke haben somit nicht nur nochmal deutlich mehr Details, sondern können auch deutlich kürzer bei jeder Schicht belichtet werden. Die teuren LCDs haben jetzt die dreifache Lebenszeit von ungefähr 2.000 Stunden, bevor sie ausgetauscht werden müssen.
Doch auch die konkurrierende Beleuchtungstechnik Digital Light Processing (DLP) von Texas Instruments ist mittlerweile im günstigen Massenmarkt angekommen. Sie verspricht trotz geringerer Auflösung ein saubereres Druckbild mit gestochen scharfen Konturen und eine zehnfache wartungsfreie Lebensdauer im Vergleich zu LCD-basierten Geräten.
Bevor wir uns der Königsdisziplin des 3D-Drucks zuwenden, lohnt es sich, die Continuous Liquid Interface Production (CLIP) des Herstellers Carbon anzuschauen. Diese 2014 patentierte Technik zeigt eindrucksvoll, wie die Zukunft vor unseren Augen entsteht. Ähnelt die Technik auf den ersten Blick vom Aufbau her noch der Stereolithographie, so erstaunt die Geschwindigkeit, in der die Werkstücke dem Harz entwachsen.
Innerhalb von nur wenigen Sekunden entstehen Werkstücke, die sonst gut und gerne eine Stunde und mehr auf einem schnellen gewöhnlichen SLA-Drucker benötigen. Nimmt man ein Werkstück in die Hand, fällt auf, dass dieses makellos wirkt. Von den für den 3D-Druck so charakteristischen Schichten ist nichts zu erkennen.
Der Trick hier ist, dass die CLIP-Technologie wirklich auf Schichten im klassischen Sinne verzichten kann oder, wenn man so will, die Schichten nur so hoch wie ein Molekül sind. Erreicht wird dies durch eine zusätzliche Membran am Boden der Druckwanne. Neben der Belichtung kann so auch der Sauerstoff, der beim Aushärten zur Verfügung steht, kontrolliert und justiert werden, sodass das Werkstück der Grenzschicht zwischen sauerstoffreichem und sauerstoffarmem Harz kontinuierlich wachsen kann.
Leider kann man kein Gerät mit dieser Technik käuflich erwerben. Carbon bietet ausschließlich ein Mietmodell zu seinen Geräten an. Kostenpunkt für die größeren Geräte ist ein mittlerer fünfstelliger Betrag im Monat. Es gibt inzwischen jedoch auch ein kleines Einsteigergerät, das für 25.000 US-Dollar im Jahr angeboten wird.
Eine genauere wirtschaftliche Betrachtung können wir an dieser Stelle nicht geben, aber wenn man sich nach einer ernsthaften Alternative zu klassischen Massenfertigungsverfahren wie Spritzguss umsehen möchte, sollte man sich mit der CLIP-Technik auseinandersetzen. Als prominentes Beispiel versucht das Unternehmen Adidas seit vier Jahren, derart 3D-gedruckte Zwischensohlen in Laufschuhen im Markt zu etablieren.
Denkt man an ein ideales 3D-Druckverfahren, kommt man am Selektivem Lasersintern nicht vorbei. Es vereint so viele positive Eigenschaften, die man gemeinhin mit dem 3D-Druck assoziiert, dass man diese Technik mit Recht als die Königsdisziplin der additiven Fertigung ansehen kann. Sie funktioniert mit einer Vielzahl an Materialien und kann jegliche Form an Geometrien ohne Kompromisse oder zusätzlichen Aufwand drucken. Werkstücke können sogar gedruckt eine Festigkeit erreichen, als wenn man sie aus einem Block des gleichen Materials fräsen würde.
Allerdings ist der SLS-Druck auch bis heute die mit Abstand komplexeste Drucktechnik, was sich sowohl im Preis niederschlägt, als auch bei der Auswahl an Geräten und den zusätzlichen Ressourcen, die man für den Betrieb eines solchen Gerätes einplanen muss.
Pulver wird zu einem Bauteil verschmolzen
Beim SLS-Verfahren wird ein feines Pulver im Bauraum erhitzt, das zuvor von einer Walze zu einer wenige Mikrometer dicken Schicht ausgerollt wurde. Die Temperatur des Bauraums darf nur wenige Grad unter der Schmelztemperatur des Trägermaterials liegen und alles eingebrachte Pulver muss entsprechend vollständig aufgeheizt sein.
Sobald die Zieltemperatur erreicht wird, kann mit dem eigentlichen Sinter-Prozess begonnen werden, also dem Verschmelzen des Materials zu einem festen Werkstück. Hierfür wird ein Laser verwendet, um die Temperatur um die wenigen Grad Celsius punktuell zu erhöhen, damit das Material verschmilzt. Es eignen sich je nach verwendetem Material klassische CO2-Laser oder moderne Halbleiterlaser. Als Wellenspektrum des Lasers haben sich nicht zuletzt aus Kostengründen in den letzten Jahren Infrarotlaser in der Industrie etabliert, auch wenn Laser mit kurzen Wellenlängen Vorteile bei der Auflösung und Materialdurchdringung haben.
Das Werkstück wird schichtweise aufgebaut, wobei nach jedem Sintern eine neue Lage an Trägermaterial mit der Walze über die bereits verfestigte Schicht aufgetragen wird. An den Bereichen, die zuvor nicht gesintert werden mussten, wird ebenfalls eine neue Pulverschicht aufgelegt, sodass letztendlich ein quaderförmiger Block aus gepresstem Pulver entsteht, in dessen Innerem das verfestigte Bauteil eingeschlossen ist.
Mechanische Teile direkt aus dem Drucker
Dieses Vorgehen hat den Vorteil, dass beim Aufbau jeder einzelnen Schicht an jedem Ort stets eine Unterlage entweder aus festem oder losem Pulver besteht, sodass an jeder Stelle ein Untergrund vorhanden ist, auf dem der Sinter-Prozess aufbauen kann. So besteht kein Bedarf an Stützstrukturen und es können auch in sich verschachtelte Geometrien ohne Probleme gedruckt werden.
Beispiele hierfür sind Objekte wie etwa eine Kugel, die in einem Quader eingeschlossen ist, Ketten mit geschlossenen Kettengliedern, oder ein Stab aus mehreren ineinander liegenden Elementen, der sich teleskopartig ausziehen und wieder zusammenschieben lässt. Am beeindruckendsten sind aber sicher ganze Objekte mit Gelenken und Scharnieren, etwa eine Roboterhand, bei der jedes einzelne Teil perfekt ineinandergreift und das so als ein fertiges Bauteil in einem Stück voll funktionsfähig ausgedruckt werden kann. Dies kann keine andere Technik am Markt.
So faszinierend und gegebenenfalls auch arbeitserleichternd der Prozess sein kann (schließlich entfällt bei geschickter Konstruktion das Zusammenbauen aus verschiedenen Teilen), so arbeitsreich bleibt der ganze Druckprozess. Da nicht-gesintertes Pulver aufgrund der globalen Erhitzung des Bauraums trotzdem zu einem gewissen Teil degeneriert, kann es nur zu einem bestimmten Anteil wiederverwendet werden.
Um möglichst wenig loses Pulver als Nebenprodukt zu verschwenden, empfiehlt es sich daher, den Bauraum möglichst dicht mit Werkstücken zu bepacken. Bei verschiedenen Objekten mit unterschiedlichen Geometrien ist das auch als Rucksackproblem in der Informatik bekannt und das ist bekanntlich vollständig NP-schwer.
Das gleichmäßige Aufheizen und Abkühlen des Bauraums braucht seine Zeit und kostet Energie. Auch das Drucken an sich kann viel Zeit in Anspruch nehmen. Bei günstigen Geräten kann allein dieser Prozess mehrere Tage dauern. Anschließend muss der Pulverblock fachmännisch und unter Einhaltung von Schutzvorschriften per Hand zerlegt und das Werkstück darin freigelegt werden.
Das freie Pulver ist durch seine feine Struktur krebserregend und darf nicht eingeatmet werden. Um diesen Prozess sicher durchführen zu können, wird von den meisten Firmen gleich eine Reinigungs- und Auffangstation für ihre Produkte angeboten. Hiermit kann das Freilegen professionell und sicher vonstatten gehen. Das überflüssige Pulver wird aufgefangen und kann dort auch gleich mit neuem Pulver vermischt und fertig verpackt für den nächsten Druck bereitgestellt werden. Allerdings sind solche Hilfsmittel nicht gerade günstig und benötigen einen zusätzlichen Stellplatz am Installationsort.
Auf der Messe stellte der überwiegende Teil der Aussteller Produkte im Zusammenhang mit SLS-Druck aus. Es werden viele Metalldrucker und entsprechendes Zubehör angeboten. Leider sind diese Geräte immer noch sehr teuer. Der Einstieg beginnt bei etwa 100.000 Euro, Spitzengeräte kosten aber auch gern mal mehr als eine Million Euro.
SLS ist in manchen Industrien das wichtigste Verfahren
Trotz solcher Preise haben sich diese Geräte in Industrien wie der Luft- und Raumfahrtindustrie oder bei Herstellern exotischer Fahrzeuge mittlerweile etabliert. Deutlich günstiger sind Geräte für das Sintern von Kunststoffen aus der Klasse der Polyamide wie etwa Nylon.
Dieses sehr robuste Material kann auch für viele alltägliche Produkte eingesetzt werden, wie Fahrradgriffe oder Pedale, den passenden Fahrradhelm oder die Halterung für das Telefon am Fahrrad. Für solche und ähnliche Produkte entsteht gerade ein Markt an verhältnismäßig günstigen Einsteigergeräten, die SLS auch für kleine und mittelständische Unternehmen interessant werden lässt.
Der Pionier günstiger Stereolithographie-Drucker Formlabs hat nach mehreren Jahren der Verzögerung sein erstes SLS-Gerät Fuse 1 in den Verkauf bringen können. Mit einem Preis von knapp 20.000 Euro ist es eines der günstigsten Geräte seiner Klasse. Allerdings muss man für die Reinigungs- und Wiederaufbereitungsanlage noch einmal die Hälfte des Kaufbetrags dazurechnen. Mit einem Bauraum von 17 cm x 17 cm x 40 cm und einer Druckzeit bei voller Höhe von rund 24 Stunden stellt es jedoch in diesem Markt ein wirklich interessantes Angebot dar.
Alternativ gibt es die Lisa der Firma Sinterit, die schon für knapp unter 10.000 Euro über den Ladentisch geht. Allerdings hat sie einen deutlich kleineren Bauraum und braucht für einen Druck mehrere Tage. Die große Schwester Lisa X ist von den technischen Daten näher am Fuse 1, aber preislich in einer ähnlichen Region.
Ein Kuriosum ist das Sintratec Kit der gleichnamigen Schweizer Firma Sintratec, das wohl als Reminiszenz an die Anfangszeit der Firma angeboten wird. Es ist ein Bausatz für einen kompletten SLS-Drucker, für dessen Zusammenbau man ein bisschen Geschick und drei Tage Zeit einrechnen sollte. Dafür erhält man für unter 5.000 Euro den maximal günstigen Einstieg in die SLS-Drucktechnik - allerdings mit einem doch recht bescheidenen würfelförmigen Bauraum mit einer Kantenlänge von gerade einmal 11 cm.
Wo liegt der Anwendungsbereich von SLS?
So mächtig die SLS-Technik sein mag: Die genannten Preise und vor allem die Druckgeschwindigkeit von über einem Tag zeigen, dass die Technik auf dieser Grundlage nur für den Einsatz bei individualisierten Produkten stattfinden kann. Vielleicht hat sie noch eine Chance bei Produkten, bei der eine Markteinführung sehr zeitkritisch und eine mehrwöchige Anlaufphase für eine konventionelle Massenfertigung nicht tragbar sind. Im medizinischen Bereich, etwa bei Prothesen, versuchen es die Hersteller ebenfalls, treffen hier aber auch nicht selten auf ein eher konservatives Umfeld und stehen mit SLA in harter Konkurrenz.
Anders sieht die Situation bei den Metall-Sinter-Druckern aus, die sich bei der Fertigung von hochspezialisierten Geräten wie Raketen, Flugzeugen oder Rennwägen schon einen festen Einsatzbereich erobert haben. Das Thema Metalldruck ist aber zu komplex, um an dieser Stelle angemessen diskutiert zu werden.
Wer Interesse daran hat, sich einen Überblick über die ganzen am Markt existierenden Technologien zu verschaffen und sehen will, wie diese voneinander abhängen, sollte sich den AM Field Guide der Formnext ansehen. Die Formnext 2021 in den Frankfurter Messehallen ist bereits Geschichte, jedoch findet am 30. November und am 1. Dezember noch eine digitale Veranstaltung statt, an der man teilnehmen kann.














")
")
")

")



